Hier erhaltet Ihr eine Übersicht über das Lernfeld 5: Güter kommissionieren
Abschnitt 1: Systematik der Kommissionierung
Kommissionierung ist das Zusammenstellen von bestimmten Teilmengen (Artikeln) aus einer bereitgestellten Gesamtmenge (Sortiment) aufgrund von Aufträgen. Dabei kann es sich um einen Kundenauftrag oder auch um einen Produktionsauftrag handeln. Der Mitarbeiter, der den Auftrag zusammenstellt, wird als Kommissionierer, Picker, Packer oder Greifer bezeichnet.
Drei Dinge spielen eine Rolle:
- Das Informationssystem
- Das Materialflusssystem
- Das Organisationssystem
Informationsfluss
Unter Informationsfluss versteht man, wie denn der Kommissionierer, der die Ware zusammenstellt überhaupt weiß, was er zusammenstellen muss.
Der Fluss besteht aus den 4 Phasen:
| 1. | Erfassen | Bestellung des Kunden aufnehmen |
| 2. | Aufbereiten | Die Bestellung in einen Kommissionierauftrag (Packliste) umwandeln und zum Beispiel den Lagerort ergänzen |
| 3. | Weitergeben | Die Informationen werden an denjenigen weiter gegeben, der den Auftrag bearbeitet/zusammenstellt |
| 4. | Quittieren | Der Kommissionierer bestätigt die Warenentnahme |
Materialfluss
Beim Materialfluss unterscheiden wir zwischen statischer Bereitstellung, also die Ware ist am festen Platz und der Arbeiter muss dahin, um die Ware zu holen (Mann zur Ware) und dynamischer Bereitstellung; hier hat der Arbeiter einen festen Ort und die Ware bewegt sich dorthin (Ware zum Mann). Je nachdem, ob sich die Ware alle in einer Ebene (Höhe) befindet oder man sich mit Hilfe eines Regalförderzeugs kreuz und quer im Raum bewegen kann, unterscheidet man eindimensionale von mehrdimensionaler Fortbewegung. Bei der Entnahme der Ware aus dem Lagerfach unterscheiden wir, ob dies von Hand geschieht (manuelle Entnahme), mit Hilfe von Geräten wie z.B. Gabelstaplern (mechanische Entnahme) oder dies von Maschinen/Robotern erledigt wird (automatische Entnahme). Nun muss die Ware noch zum Versand oder der Fertigung. Entweder sammelt der Kommissionierer alle Sachen für einen Auftrag und bringt sie dann zusammen dahin (zentrale Abgabe), legt die Waren einzeln auf ein Band, das zur Sammelstelle führt (dezentrale Abgabe) oder packt die Ware nach der Entnahme aus dem Regal sofort versandfertig ein (Pick-Pack-Verfahren). Dann wird der Auftrag noch einmal kontrolliert.
Gegenüberstellung der Verfahren:
| statischer Bereitstellung (Mann zur Ware) |
dynamischer Bereitstellung (Ware zum Mann) |
|
| eindimensionale Fortbewegung | mehrdimensionaler Fortbewegung | |
| manuelle Entnahme | mechanische Entnahme | automatische Entnahme |
| zentrale Abgabe | dezentrale Abgabe | Pick-Pack-Verfahren |
Organisationssystem
Das Organisationssystem beschäftigt sich damit, wie die Kommissionierung organisiert ist und zwar, ob es ein Extralager nur zum Kommissionieren gibt, welches sich vom Reservelager räumlich abgrenzt, und wie viele Lagerzonen es gibt. (Wenn zum Beispiel nicht alle Güter zusammen gelagert werden dürfen.)
Bei den Kommissioniermethoden unterscheiden wir:
- Auftragsorientierte, serielle Kommissionierung:
Jeder Auftrag wird einzeln nach und nach abgearbeitet, von einer Lagerzone zur nächsten. Vergleichbar ist das mit Shopping. Erst in den einen Laden (Schuhe), danach in den nächsten (Schmuck), etc..
- Auftragsorientierte, parallele Kommissionierung:
In jeder Lagerzone wird gleichzeitig (parallel) an einem Auftrag gearbeitet und dann werden die einzelnen Teilkommissionen zusammen getragen. Vergleichbar ist das damit, wenn man eine Party macht und jeder was mitbringen soll.
- Serienorientierte, parallele Kommissionierung:
Alle Artikel, die insgesamt für alle Aufträge benötigt werden, werden zusammen entnommen, dann an einer Sammelstelle wieder auf die einzelnen Aufträge verteilt. Die macht man zum Beispiel, wenn es lange dauert, einen bestimmten Lagerort zu erreichen. Vergleichbar ist das am besten damit, wie wenn 5 Kumpels zusammen etwas in einem Schnellrestaurant bestellen, einer die gesamte Bestellung abholt und dann wieder aus den Tüten aufgeteilt wird.
Beleglose Kommissionierarten
Die Kommissionierung kann auch beleglos erfolgen:
Pick-By-Voice
Bei Pick-by-Voice findet die Kommunikation zwischen Kommissioniersystem und Kommissionierer mittels Sprache statt. Anstatt ausgedruckter Kommissionierlisten oder Datenfunkterminals arbeitet der Kommissionierer mit einem kabelgebundenen oder kabellosen Headset, welches entweder an einen handelsüblichen Pocket-PC oder ein eigens dafür konstruiertes Gerät angeschlossen ist.
Die Aufträge werden vom Lagerverwaltungssystem mittels Funk, meist WLAN, an den Kommissionierer gesendet. Die erste Sprachausgabe umfasst das Regal von dem Waren entnommen werden sollen. Ist der Kommissionierer dort angelangt, nennt er eine am Regal angebrachte Prüfziffer oder einen Prüfbuchstaben womit das System eine Überprüfung vornehmen kann. Wurde die richtige Prüfziffer genannt, wird der Kommissionierer angewiesen wie viele Einheiten er aus dem Regal entnehmen soll. Nach Entnahme quittiert der Kommissionierer diesen Vorgang mittels Schlüsselwörtern, die vom Rechner mittels Spracherkennung verstanden werden.
| Vorteile | Nachteile |
| – Hände und Augen frei beim Kommissionieren
– Weniger Fehler als bei kommissionierung mittels Pickzettel – Höhere Kommissionierleistung – Höhere Konzentration durch Zuhören und reduzierte Kollegengespräche – Weniger Unfallgefahr durch intuitive Umfeldbeobachtung |
– Die Kommunikation zwischen Kommissionierern ist nur noch eingeschränkt möglich, wenn sie geschlossene Kopfhörer tragen. Alternativ und den Arbeitsschutzbestimmungen genügend gibt es einseitige oder halboffene Headsets, die kabelgebunden oder mit Bluetooth kabellos funktionieren
– Nicht in allen Sprachen verfügbar – Soll der Kommissionierer mehrere Artikel aus derselben Regalzone entnehmen, dauert dies unter Umständen länger als mit Pickliste, da er jeden entnommenen Artikel erst bestätigen muss, um die nächste Artikelnummer angesagt zu bekommen Es fehlt also der Gesamtüberblick über die zu entnehmenden Artikel. Hier ist die Kommissionierung mittels Pickliste noch bedeutend schneller. Alternativ könnte der Prozess dahingehend geändert werden, dass nach der Fachansage der Prüfziffernabfrage nur noch die zu entnehmende Menge angesagt wird – also der komplette Verzicht auf die Artikelnummer – Wenn die Spracherkennung nicht richtig arbeitet, kostet beispielsweise die Korrektur der Artikelnummer unnötige Zeit. Bei Beibehaltung von langen Artikelnummern (Barcode ähnlich) sollte die Verwendung von kabelgebundenen/Bluetooth-Scannern im Paralleleinsatz am Pick-by-Voice-Gerät erwogen werden – Nebengeräusche können als Befehl erkannt werden. Das führt dazu, dass Befehle wiederholt werden müssen. Hierdurch sinkt die Kommissionergeschwindigkeit und der Kommissionierer wird gestresst – Hörgeräteträger (HdO/IdO) können mit dem System Schwierigkeiten bekommen, es sei denn es gibt Systeme, die Hörgeräte kompatibel sind. |
Pick-by-Light
Anstelle einer Kommissionier- oder Pickliste werden dem Kommissionierer die zu pickenden Artikel und Mengen über eine direkt am Entnahmefach angeordnete Fachanzeige übermittelt. Eine Pick-by-Light-Fachanzeige besteht mindestens aus einer weithin sichtbaren Blickfangleuchte und einem Quittierknopf, über den der Kommissionierer die Entnahme bestätigt und die Bestandsänderung in Echtzeit an das Lagerverwaltungssystem zurückmeldet. Meist besitzen die Fachanzeigen zusätzlich eine numerische oder alphanumerische Anzeige, um dem Kommissionierer die Entnahmemenge und gegebenenfalls zusätzliche Informationen anzuzeigen. Zur Korrektur der Entnahmemenge (zum Beispiel bei Fehlbeständen) oder für Inventurfunktionen können Korrekturtasten (+/-) vorhanden sein, zum Aufruf von Sonderfunktionen auch weitere Funktionstasten.
| Vorteile | Nachteile |
| – verringerte Suchzeit
– direkte Rückmeldung an das Lagerverwaltungssystem: o Quittierung der Entnahme o Korrektur bei Fehlbestand – weniger Pickfehler in Form falsch gepickter Artikel – weniger Pickfehler in Form übersehener Artikel – durch weniger Fehler höhere Kundenzufriedenheit und weniger Retouren – extrem kurze Anlernzeit, dadurch hohe Personalflexibilität – stark verkürzte Auftragsdurchlaufzeiten |
– beschränkt auf einen Auftrag pro Zone zu einer Zeit, außer man arbeitet mit verschiedenen Farben (eine Farbe pro Auftrag und Kommissionierer)
– ein unerkannter Ausfall einer Anzeige führt zu Fehlern bei der Kommissionierung, moderne Systeme erkennen solche Ausfälle aber selbstständig. Außerdem erkennt die überlagerte Software im Fall eines Ausfalls einer Anzeige, dass nicht alle Positionen eines Auftrages quittiert wurden |
Pick-by-Vision
Bei Pick-by-Vision werden dem Kommissionierer die Informationen mit Hilfe von WLAN-Technik über eine Datenbrille direkt in seinem Blickfeld angezeigt. Dies wird auch als Augmented Reality unterstützte Kommissionierung bezeichnet. Dem Kommissionierer werden alle für seine Arbeitsaufgabe benötigten Informationen (v. a. Lagerplatz, Artikel, Entnahmemenge) über eine Datenbrille bereitgestellt. Die Daten werden kontextabhängig, d. h. in Abhängigkeit von Ort, Zeit, betrachtetem Blickfeld und Stand der Auftragsbearbeitung angezeigt. Durch ein Positionserfassungssystem („Trackingsystem“) (z. B. eine Kamera mit Bilderkennungssoftware) lässt sich die Position des Kommissionierers und seine Blickrichtung ermitteln und somit die Umgebung miteinbeziehen. Neben statischen Textinformationen lassen sich somit virtuelle Objekte dynamisch in Abhängigkeit von der Blickrichtung anzeigen. Dies können Pfeile zur Navigation oder eine farbige Umrandung des aktuellen Lagerfachs sein. Die Überlagerung erfolgt dabei nicht-kongruent, d. h. dass reale Objekte nicht mit identischen virtuellen Objekten positionsgenau überdeckt werden.
| Vorteile | Nachteile |
| – Reduzierung von Kommissionierfehlern und damit eine hohe Kommissionierqualität durch eine eingehende visuelle Darstellung (Bilder der Artikel, Abgleich der Artikelnummer im Blickfeld oder optisches Hervorheben des Lagerfachs) der benötigten Informationen
– Reduzierung der Totzeiten und somit eine Leistungssteigerung durch das parallele Anzeigen von verschiedenen Informationsarten (z. B. Weg- und Pickinformationen) – Steile Lernkurve durch eine strikte Prozessführung und die Anzeige der benötigten Daten im Blickfeld |
– Noch sehr unausgereift
– Problematisch bei Brillenträgern |
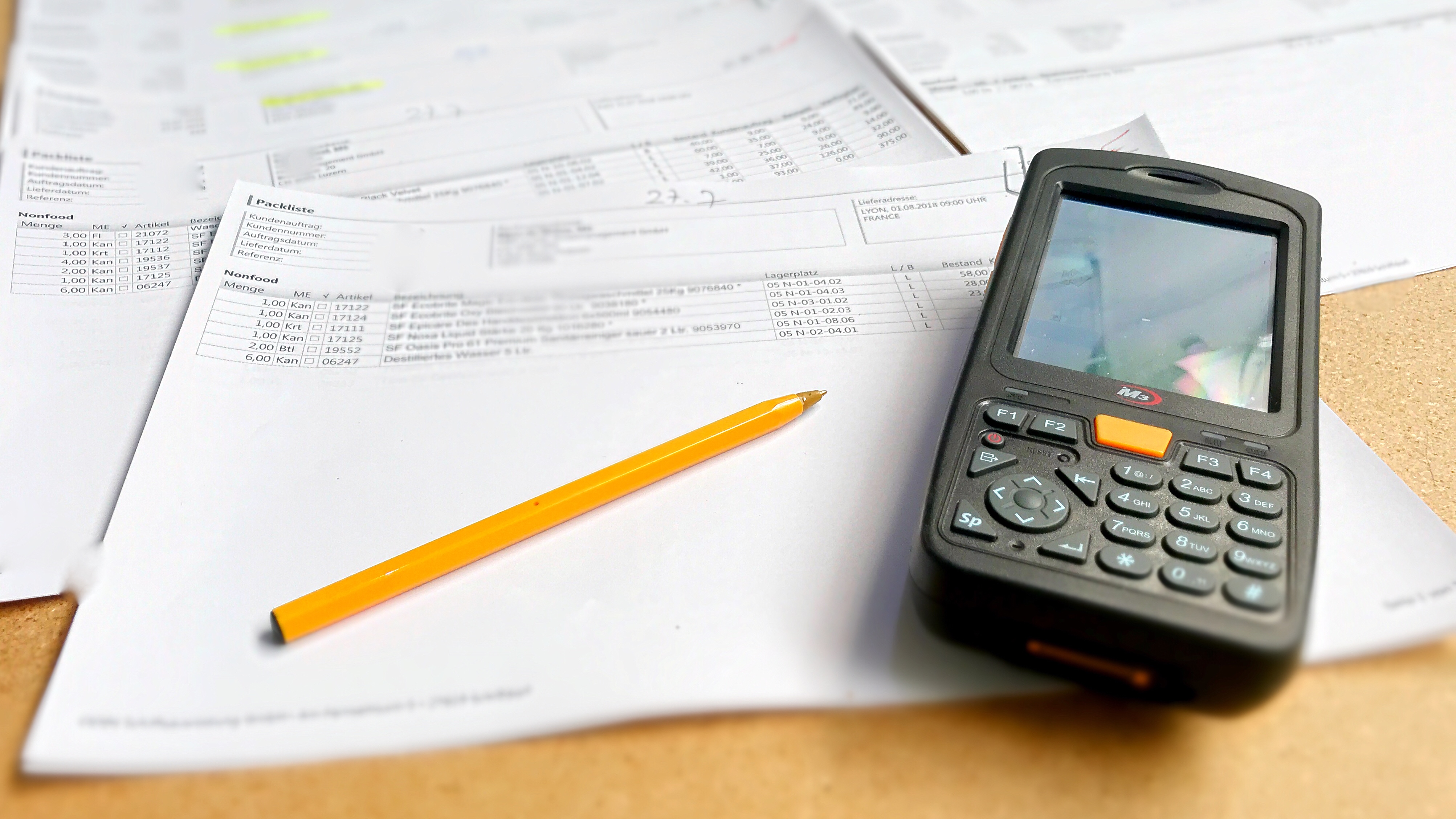
Kommissionierung via Mobiler Datenerfassung (MDE)/ SCAN/ RFID
Die Kommissionierliste wird hier auf einem MDE angezeigt. Entnommene Artikel werden auf dem MDE bestätigt; Fehlmengen können eingegeben werden. Durch die meistens direkte Verbindung des MDE zum Lagerverwaltungssystem kann der aktuelle Status der Kommissionierung laufend verfolgt werden. Bestandsdaten können ohne zusätzliche Dateneingaben aktualisiert werden. MDEs sind oft mit Barcodescannern oder RFID-Lesegeräten in einem Gerät kombiniert, was eine zusätzliche Überprüfung des entnommenen Artikels ermöglicht. Beim Pick-by-Scan-Verfahren wird die Pickliste auf einem PDA/ MDE angezeigt. Bei der Warenentnahme sowie der -einlagerung wird der Barcode des Artikels sowie der des Lagerplatzes gescannt. Auf dieser Basis erfolgt eine einwandfreie Zuordnung von Lagerplatz und Artikel. Dieses Verfahren kann deswegen auch im Rahmen der dynamischen Lagerung angewendet werden. Das Pick-by-Scan-Verfahren kann auch bei der Zuordnung der Ware zu Bestellungen benutzt werden und trägt als Kontrollinstanz dazu bei, falsche Lieferungen zu vermeiden.
| Vorteile | Nachteile |
| – Echtzeit-Kommunikation über WLAN
– Reduzierung unproduktiver Zeitanteile. Picklisten verwalten, ausdrucken, blättern, lesen, suchen entfällt – Nachträglicher Bestandsabgleich entfällt – Direktes Feedback minimiert Kommissionier-Fehler – Mehr Transparenz (Pick-Daten können etwa vom Leitstand grafisch dargestellt werden.) – Gezielte Führung während des Rundgangs – Einsparen von Drucker und Papier – Einsatz in unterschiedlichen Lagerbereichen |
– Der Mitarbeiter kann, im Gegensatz zu Pick-by-Voice oder durch sogenannte Ringscanner, beim Scannen nicht ‚hands free‘ arbeiten
– Fehllesung durch verschmutzte oder unleserliche Etiketten/Barcodes möglich; der Lesevorgang wurde gestartet, aber es konnte kein Label dekodiert werden. – Gegebenenfalls höherer Zeitaufwand durch Mehrfach-Scannen (Systemabhängig) – Investitionskosten – bis zu 2.000 Euro pro Gerät (plus zusätzliche System- und Schulungskosten) |
Abschnitt 2: Kommissionierzeiten und -leistung
Die Kommissionierzeit besteht aus 5 Komponenten:
- Die Basiszeit: Darunter fallen alle Aufgaben, die vor und nach der eigentlichen Kommissionierung notwendig sind, z.B. die Ordnung der Belege und die Bereitstellung der Hilfsmittel wie Paletten.
- Die Wegzeit: Der Weg des Arbeiters zum (nächsten) Lagerort.
- Die Greifzeit: Das ist die tatsächliche Zeit, die benötigt wird, um das Gut aus dem Lagerort zu entnehmen und in den Behälter zu packen.
- Die Totzeit: Darunter fallen die zusätzlichen Aufgaben bei der Entnahme wie zum Beispiel Anbruch bilden oder zählen. Auch die Suche nach dem Lagerort und Beschriftungen (wie Eintrag in die Lagerkarte) zählen dazu.
- Die Verteilzeit: Das ist all die Zeit, die mit Dingen verbracht werden, die mit dem eigentlichen Auftrag nichts zu tun haben, z.B. persönliche Erledigungen wie dem Gang zur Toilette) (persönliche Verteilzeiten) oder Wartezeiten (sachliche Verteilzeiten).
Um zu bewerten, wie gut ein Lager funktioniert und wie gut und schnell die Arbeiter sind, gibt es die Kennzahl Kommissionierleistung. Diese ist vor allem betriebswirtschaftlich wichtig. Damit wird festgehalten, wie viele Positionen ein Mitarbeiter je Stunde schafft. Die Kommissionierzeit in Sekunden je Position wird zum Beispiel per Stoppuhr ermittelt. (dafür gibt es z.B. die REFA)
| 3600 Sekunden / Kommissionierzeit in Sekunden je Position = Kommissionierleistung |
Mit Hilfe der Kommissionierleistung können nun noch die Kommissionierkosten ermittelt werden.
| Betriebskosten je Stunde / Kommissionierleistung je Stunde = Kommissionierkosten je Position |
Weitere Kennzahlen (die Anzahl der Kommissionierposten kann man den entsprechen Aufträgen entnehmen):
| Gesamtzahl der Kommissionierpositionen geteilt durch Anzahl der Aufträge = durchschnittliche Kommissionierposten je Auftrag |
| Kommissionierfehler mal 100 geteilt durch Anzahl der Kommissionierungen insgesamt = Fehlerquote in Prozent |
| Kommissionierkosten insgesamt geteilt durch Anzahl der Kommissionieraufträge = Kommissionierkosten je Auftrag |
Weiter zum Lernfeld 6? Hier klicken!
Zurück zum Lernfeld 4? Hier klicken!
Danke für diese Information Denis haben mir sehr geholfen 🙂
Die Seite hat irgend ein Fehler hupft die ganze Zeit rauf, durch lesen ist dadurch schlecht. Hab es von computer und Handy probiert überall gleiches Problem
Sorry! Das war ein „Hobbyprojekt“ hier. Wir arbeiten nun endlich an einem Update & es wird „professioneller“!
DANKE!
ich finde sehr interesant